Lavtrykspolyethylen i rangeringen af popularitet blandt materialerne, der bruges til samling af rørledninger, indtager en førende position. Hemmeligheden bag dette krav forklares let af anvendelighedens anvendelighed og enkelheden i installationen af polyethylenrør.
Men som med enhver anden polymer kan installation af HDPE-rør af høj kvalitet kun udføres med deres egne hænder kun under streng overholdelse af teknologi. Vi fortæller dig, hvilke nuancer du skal tage højde for, når du matcher elementerne. Lad os forklare, hvordan vi korrekt bøjes og rette dem.
Effektive metoder til sammenføjning af HDPE-rør
Tilslut teknologisk HDPE-rør kan være to hovedmetoder - i ét stykke og aftagelige.
Den første involverer brug af en svejsemaskine, den anden implementeres uden at bruge den.

Hver fastgørelsesmetode har sine egne fordele og ulemper, og derfor vælges den optimale mulighed for sammenføjning af polymerrør baseret på specifikke forhold
Svejste samlinger i ét stykke giver maksimal tætning, hvilket er især vigtigt, når motorveje anbringes under pres. De aftagelige forbindelser er lette at installere og gør det muligt at adskille rørledningen til enhver tid for at ændre konfigurationen af linjen eller supplere den med nye bøjninger.
Tilslutningsmetoder i ét stykke
For at samle HDPE-rør bruges to tilslutningsmetoder i ét stykke: ved svejsning af rumpe og ved installation af en elektrisk svejsekobling.
Under alle omstændigheder stilles følgende krav, når man implementerer disse metoder, til forbindelser:
- Den maksimale forskydningsvinkel for de svejste segmenter bør ikke være mere end 10% i forhold til vægtykkelsen på de sammenføjede rør.
- Der skal laves en sammenføjning over det ydre niveau af overfladen af tilstødende segmenter.
- Højden på svejsesperlen af høj kvalitet skal variere i området 2,5-5 mm.
Den optimale værdi af rullens højde afhænger af det smeltede produkts vægtykkelse. På tyndvæggede rør (op til 5 mm) skal den ikke være mere end 2,5 mm. Hvis rørets vægtykkelse varierer mellem 6-20 mm, skal rullens højde ikke være mere end 5 mm.
Butt svejsning
Oprettelsen af en uadskillelig forbindelse udføres ved at blødgøre materialet til tilstanden af et tyktflydende stof, så der opstår en diffus kombination af dets dele. Det bruges til rør med en vægtykkelse på mere end 5 mm.

Butt-joint ved hjælp af en svejsemaskine anvendes til arrangementet af rørledninger, gennem hvilke det er nødvendigt at transportere væske under højt tryk
Forbindelsesmetoden ved hjælp af svejsning bruges på direkte sektioner i vandforsyningssystemet, som antages at blive betjent under tryk. Kun det giver dig mulighed for at få en tæt forbindelse med diametre på over 200 mm, fordi det ikke skaber tab af rørstivhed, der fører til deformation.
Holdbar svejsning af HDPE-rør med egne hænder udføres med et specialværktøj. Essensen af fremgangsmåden er at opvarme enderne af de forankrede elementer til en viskøs tilstand ved hjælp af en opvarmningsdyse. De blødgjorte ender er simpelthen forbundet med hinanden under tryk, hvorefter forbindelsessektionen simpelthen får lov til at køle af.

Den største vanskelighed ved arbejde med udstyr er behovet for at kontrollere ikke kun graden af opvarmning af elementerne, men også din egen kropsbevægelse for ikke at ødelægge sømmen og ikke krænke rørets integritet
Når der udføres svejsning, er det vigtigt at modstå temperaturforholdene for varmeelementerne.
Parametrene for varmeelementernes eksponeringstid og temperatur bestemmes ved at tage hensyn til tre faktorer:
- Tykkelsen på rørledningens vægge.
- Bøjets diameter.
- Tekniske parametre for loddeindretningen.
Samling af rør ved svejsning er den mest pålidelige og holdbare mulighed. Med det kan du oprette en integreret holder, der kan modstå trykket i både trykfrit og trykvandssystemer.

Den største fordel ved svejseindretninger er pålidelighed, som ikke kan opnås ved hjælp af koldpressemetoden. Ulemperne ved svejsemetoden inkluderer kun manglende evne til at adskille samlingen til vedligeholdelse og rengøring af det samme rør
Svejsning udføres i følgende rækkefølge:
- Kommunikation klippes til en forudbestemt størrelse. Juster paralleliteten i endenes plan. Enderne rengøres med et stykke sandpapir.
- Fra enderne afskærer de en bredde på 2-3 mm. Svejsestedet rengøres grundigt og behandles med et affedtningsmiddel.
- Loddejernet indstilles til et varmemærke på 260 °. Mens det varmer op, strækkes svejsedyserne og venter, indtil deres opvarmningsgrad når en forudbestemt temperatur.
- Ved hjælp af centreringsmekanismen uddybes beslaget og rørenden ind i dysehulrummet. Hvis centreringsmekanismen ikke findes i loddejernet, skal justeringen kontrolleres "ved øje", hvilket gør samlingen så nøjagtig som muligt.
- De centrerede elementer trækkes tilbage til det angivne niveau, forbindes under tryk og modstår den tid, der er angivet i instruktionerne for reflow.
- Når arbejdet er afsluttet, skubbes enheden til siden og kobles fra netværket. Svejseafsnittet uden forskydning og rotation fastgøres i en forudbestemt position, indtil overfladen er helt afkølet.
Ved svejsning er det vigtigt ikke at overeksponere. Dette kan forårsage dannelse af en tilstrømning af polyethylen på den indre diameter af produktet.

En tabel, der skal bruges til at kontrollere processen for at få den mest holdbare forbindelse, men ikke overophedes plasten
For at få en sikker pasform skal installationsdybden være ca. 2 mm. Modsat den specificerede dybde vil den resulterende svejsning have et jævnt præsentabelt udseende med den samme indhøjningshøjde.
Følgende valg af fotos introducerer stadierne i rør svejsning af HDPE rør rumpe:
Billedgalleri
Foto fra
Trin 1: Installation af svejste rør i centraliseringsenheden
Trin 2: Forberedelse af rørender med en ansigtsmaskine
Trin 3: Installation af varmeelementet
Trin 4: Venter på afkøling af polyethylen
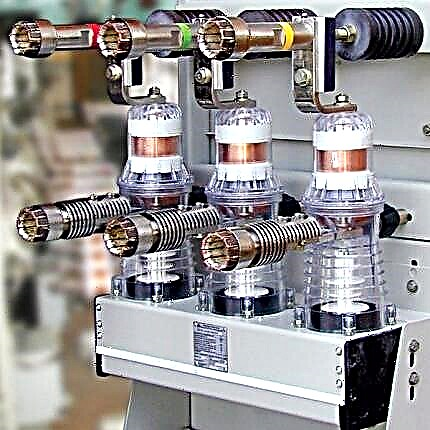
Ved elektrofusionssvejsning
Ved implementering af denne uløselig tilslutningsmetode bruges elektrofusionssvejsning eller en elektrisk svejsebeslag.

Engangsbøsningen, der bruges til dette formål, er lavet af det samme materiale som rørene, men er desuden udstyret med et indbygget varmeelement
Denne metode er effektiv, når du skal arbejde i trange rum. For eksempel når du udfører reparationsarbejde i brønde, eller når du har brug for at skære i tidligere tilsluttede rør.
Der er ingen fælles standarder for lodning af stikkontakter i indenlandske lovgivningsmæssige dokumenter. Denne teknologi bruges oftere i europæiske lande og reguleres af DVS-220715 standarder.
Billedgalleri
Foto fra
Installation af elektroder til elektrofusionssvejsning
Hurtig reparation af koblingen
Automatisering af processen med svejserør HDPE
Omfang af elektrofusionssvejsning
Teknologien til tilslutning af HDPE-rør ved brug af koblinger inkluderer et antal grundlæggende trin:
- Forberedelse af kommunikationsstedet. Den ydre overflade af udløbet rengøres for fedt og støv. Til dette formål anvendes sæbe- og alkoholopløsninger, der præsenteres i et bredt sortiment i byggeforretninger.
- Forarbejdning af samlinger. Fastgørelsestætheden afhænger direkte af, hvor glat udskæringen foretages. For at få en perfekt glat overflade gnides enden af røret med et stykke finkornet sandpapir.
- rejfning. Fugen på hanen skæres ved 45 °. Afskråningen giver mulighed for at sikre den mest stramme pasning af elementerne og deres fastgørelse.
- Koblingsenhed. Koblingen er tilsluttet en strømkilde. Efter at den er opvarmet til en forudbestemt temperatur, sættes en side (dorn) af bøsningen på røret, og den anden ende (bøsning) er forbundet til det andet rørudløb.
En nøglebetingelse for udførelse af elektrofusionssvejsning er at sikre, at elementerne står stille på tidspunktet for opvarmning og størkning. Når uddybningen af grenen bøjes ind i hulheden i en opvarmet kobling, er det vigtigt at udføre arbejdet hurtigt, men så omhyggeligt som muligt for ikke at overophedes polyethylen.

Ved afslutningen af koblingen uddybes det andet rørsektion, idet rørledningsdelene markeres så tæt som muligt, så der opnås en mindsteafstand
Når du uddyber segmenterne ned i koblingshulen, skal du være forberedt på, at flydende plastik gradvist kommer frem under det. Efter arbejde er det kun tilbage at fjerne koblingen og lægge den tilsluttede rørledning på en fast overflade for at fastgøre den i den ønskede position.
Når smelten stivner i krydset, vil en klemmeklemme, der passer tæt til røret, være synlig.
Men at vælge denne metode er det værd at overveje, at plastrør ikke adskiller sig i høj stivhed. Og derfor med stærkt indre pres kan den skabte søm ganske enkelt afvige. En koblingsforbindelse er ikke den bedste løsning til at arrangere varmekommunikation og oprette grene til håndvask.
En vurdering af styrker og svagheder ved forskellige metoder til svejsning af HDPE-rør er viet til artiklen, hvis indhold vi anbefaler dig at læse.
Aftagelige forbindelsesmetoder
Hvis vi overvejer muligheder for aftagelige forbindelser, implementeres de ved hjælp af flanger og kompressionsbeslag. Ved nøje overholdelse af installationen viser det sig at være lige så pålidelige som dem, der oprettes ved hjælp af en svejsemaskine.
Billedgalleri
Foto fra
HDPE-rør og forbindelseselementer, der er fremstillet til dem, er den bedste måde at samle en sommer vandforsyning til et sommerhus
HDPE-rør leveres i bugter, hvilket i vid udstrækning letter transport af materiale til genstanden og dets opbevaring, før systemet monteres
Udvalget af lange produkter fra HDPE inkluderer rør til pumpevand i tekniske og drikkekategorier, spildevand og andre medier, de er repræsenteret af et omfattende udvalg af genstande med positioner med forskellig styrke og diameter
Producenter fremstiller fittings til alle typer og størrelser af polyethylenrør, ved hjælp af hvilke linear, vinkelformet, tee og andre samlinger hurtigt og pålideligt produceres
Tees og kryds bruges til at forbinde grengrene, slukke og reguleringsventiler
Polyethylenrør tolererer perfekt udsættelse for sollys, deformeres ikke efter opvarmning
Autonome systemer er konstrueret fra HDPE-rør til at betjene både en gård og en gruppe af grunde og endda en landsby
HDPE-rør bruges til at lægge lav-nedgravede systemer, der passerer over horisonten med sæsonbestemt frysning. Sådan vandforsyning i en konserveret form, dvs. med vand drænet fra det, vil det roligt ligge i jorden om vinteren og vil være klar til arbejde næste sæson
Landsrørledningen fra PND-rør
Levering af polyethylenrør i spoler
Rør til pumpning af drikkevand
Fittings til samling af polyetylenrørledninger
Brug af en tee i en rørledningsenhed
Åben installation af sommer vandforsyning
Kofferledninger til vedligeholdelse af landsbyen
Lavt system arrangement
Enhver uløselig forbindelse inkluderer en elastisk del. Når man krymper med et kompressionsværktøj, udfylder det alle hulrum i fællesområdet og eliminerer derved lækager.
Brug af fittings fra HDPE
For at implementere denne metode bruges kompressionsfittings, som er aksler, suppleret med udvendige gevind på begge sider.
De er i stand til at samle rørene, hvilket giver en tæt forbindelse med høj tætningsydelse. I dette tilfælde vil en sammenklappelig forbindelse ikke være vanskelig på noget tidspunkt at fjerne for at ændre konfigurationen af linjen eller for at udføre presserende reparationer.

Denne metode til aftagelig forbindelse vælges ofte under betingelser for privat hjemsejerskab, når det er nødvendigt at forbinde en gren fra vandforsyningskilden til vandforsyningen fra huset
Sekvensen af trin for at opnå en passende forbindelse:
- På de forberedte ender af begge rør anbringes en afstandsring lavet af polyurethan eller gummi. Ringens ydre diameter skal være lig med den indvendige størrelse på de sammenføjede rør.
- Enderne er udstyret med en spændemøtrik og to kompressionsskiver. Den første skive er designet til at ekstrudere afstandsringen, den anden er designet til at stramme møtrikken i forhold til enden af røret.
- Samlingen forbindes i henhold til princippet "rørmontering - rør". For at øge pålideligheden presses det mod anslaget på begge sider med en spændemøtrik.
For at samle de monterede dele bruges en speciel nøgle. Spændemøtrikkerne skrues løs på forbindelsesbeslagene.

Dele monteret ved hjælp af kompressionsfittings kan adskilles og genbruges gentagne gange uden at gå på kompromis med forbindelsens pålidelighed
Den største fordel ved denne forbindelsesmetode er, at det er praktisk at udføre, selv med et markant fald i omgivelsestemperatur. Mens grænsen for svejste samlinger ikke er mindre end + 5 ° С.
En lang række forbindelseselementer med forskellige diametre gør det muligt at samle alle ledninger, hvilket gør de nødvendige grene i rørledningen.
Ved at installere flange
Tilslutning af flangetype vælges, hvis det er nødvendigt at tilslutte rørledningens PND til stålrør. Ved hjælp af flanger er det praktisk at forbinde ventiler, regulatorer og portventiler til motorveje.

På salg er der stangflanger med unionsstål og dem udstyret med bøsninger, der er svejset til enderne af polymerrørene
Til installation på polyethylenrør anvendes flanger, der er i overensstemmelse med GOST 12882.80. De har en udvidet indre diameter.
Installation af flangen udføres i følgende rækkefølge:
- I den ene ende af kommunikationstråden udføres.
- Elementet skrues fast i gevindet.
- Et udløb fra det tilsluttede rør sættes på elementet.
- Krydset opvarmes med en kobling eller en hårtørrer til bygningen.
Før flangen sættes på, er det nødvendigt at inspicere den for skarpe fremspring og modhager, der kan beskadige enden af polyethylenrøret.
Hvordan bøjes eller rettes et produkt ud?
Polyethylenrør fås til salg i lige 12-meters sektioner eller i form af faste produkter viklet omkring store bugter. Når de bliver snoede, har produkterne form af ringe og deformeres. Inden du retter eller bøjer det deformerede HDPE-rør, skal det opvarmes.

Ved samling af en rørledning er det ofte nødvendigt at rette et snoet eller tværtimod bøje et deformeret polyethylenrør
Lavtrykspolyethylen er berømt for sin gode elasticitet. Men den mister denne egenskab ved en opvarmningstemperatur over + 80 ° C. Dette øjeblik bruges om nødvendigt til at ændre konfigurationen af produktet.
Men det er værd at huske, at ved udvidelse eller bøjning kan temperaturen kun hæves i en kort periode. Når alt kommer til alt hører et polyethylenrør til kategorien af byggematerialer, som, hvis temperaturen overtrædes, kan beskadiges.
Oversigt over rørforlængelsesmetoder
Ret røret og fjern krækninger, der opstod under dets opbevaring og transport. Den nemmeste måde er efter let opvarmning af produktet.Hvis udskiftning eller reparation af rørledningen udføres om sommeren, når solens stråler er så varme som muligt, kan du bruge dem til at udføre opgaven.

For at rette HDPE-røret skal du bare lade det være et par timer i direkte sollys og fastgør enderne af segmentet
UV-stråler vil ikke forværre de operationelle parametre for polyethylen, men på samme tid kan de blødgøre produktets vægge i et stykke tid. Du er bare nødt til at fastgøre det blødgjorte rør langs en stiv understøtning eller væg, eller lægge det i en tidligere gravet grøft. Inden du retter et buet HDPE-rør på jorden, skal du frigøre området.
Hvis arbejdet skal udføres om vinteren, skal du bruge varmt vand til at opvarme produktet. Men denne metode er effektiv for rør, hvis størrelse ikke overstiger 50 mm. Som hjælp til at rette op kan du bruge metalrækværk og murværk. I alle tilfælde: jo kortere længden på produktet, jo lettere vil det arbejde med det.
Effektive metoder til bøjning af emnet
Hvis den modsatte situation opstår, når det er nødvendigt at bøje HDPE-røret, skal du anvende den samme varmebehandling.
Til opvarmning bruges disse metoder:
- blæse varm konstruktion luft blæser;
- opvarm produktets vægge med en gasbrænder;
- hæld kogende vand over overfladen.
For at forenkle bøjningsproceduren er det bedre at bygge en formramme. Rammen, hvis størrelse svarer til diameteren af det bøjede rør, kan være lavet af almindelige fiberplader. For at gøre overfladen på rammen glat skal du sandle den med et stykke sandpapir.
For at bøje PND-røret med en hårtørrer udføres arbejdet i følgende rækkefølge:
- Det behandlede sted opvarmes med en konstruktionshårtørrer.
- Det blødgjorte emne er begravet i formrammen.
- Bøj røret forsigtigt uden at anvende for stor kraft, så produktet ikke går i stykker ved bøjningspunktet.
Efter at have skabt den krævede bøjningsvinkel, er det nødvendigt at lade produktet være fuldstændigt afkølet og først derefter fjerne det fra rammen.

For at sikre ensartet opvarmning af polyethylenproduktets overflade skal røret konstant roteres omkring dets akse og erstatte forskellige sektioner under strålene
Et vigtigt punkt: mens du varmer op røret, skal du holde dig til det "gyldne middelværdi". Hvis overfladen ikke er tilstrækkeligt opvarmet på bøjningstidspunktet, kan røret gå i stykker. Hvis varmeelementet bringes for tæt på produktet på opvarmningstidspunktet, kan polymeren antænde.
Mød nuancerne ved svejsning og behandling af HDPE-rør i følgende videoer.
Video nr. 1. Sådan udføres røvsvejsning:
Video nr. 2. Et eksempel på at skabe elektrofusionssvejsning:
Video nr. 3. Valg af rørudretning:
Når man vælger en metode til tilslutning og justering af polyethylenrør, skal arbejdsmediets trykniveau tages i betragtning. Dette vil minimere den negative indvirkning af manipulationerne med rørledningen på dets tekniske egenskaber.
Kender du de teknologiske nuancer ved sammenføjning af polyethylenrør, der ikke er beskrevet i artiklen? Hvis personlig erfaring med konstruktion af HDPE-rørledninger, hvad vil du gerne dele med besøgende på webstedet og med os? Skriv kommentarer i blokken herunder, skriv et foto, still spørgsmål om artiklens emne.