Polypropylenrør bliver i stigende grad en succesrig erstatning for stål og støbejerns modstykker fra dem, der tidligere blev brugt i VVS. Mange private huse under opførelse er nu udstyret med varmesystemer, varmt vand og varmt vand, monteret på basis af polypropylen.
Derudover er installationen af opvarmning fra polypropylenrør let at udføre uafhængigt. Under alle omstændigheder er det meget lettere at opbygge et plastsystem end et metalsystem.
Polypropylenbaseret opvarmning
Hvis det besluttes at fremstille et varmesystem eller et andet af polypropylenrør, behøver masteren udover plasthylser yderligere udstyr.
Især skal følgende materiale, udstyr, værktøjer kræves:
- rørsaks eller rørskærer;
- lodning VVS-maskine;
- folie stripper;
- tætningstape (ftoroplastovaya);
- skarp kniv;
- affedtningsmidler (f.eks. Tangit-klude);
- det nødvendige sortiment af fittings;
- målebånd og markør;
- fastgørelseselementer, skruer og dybler.
Du skal være opmærksom på det vigtigste materiale - PP-rør, hvorfra det formodes at skabe et varmesystem. Fordi varmesystemet fra polypropylenrør kan samles på basis af et materiale af en anden klasse.

Opvarmningssystemet i en boligbygning, der er monteret på basis af polypropylenrør, er allerede en velkendt måde at leve på. Praktisk og enkel fremstilling gjorde polypropylen ekstremt populær.
Det nøjagtige valg af samling afhænger af de tilsigtede driftsbetingelser.
Klassificerings- og designparametre
Eksisterende GOST-standarder (ISO10508) fastlægger en klassificering af polypropylenhylser, baseret på hvilket dette materiale kan bruges under visse driftsbetingelser.

Mærkning af PP-rør viser tydeligt driftsparametre. Under hensyntagen til denne betegnelse er det let og enkelt at vælge materiale til en bestemt konfiguration af varmesystemet
Lange polypropylenprodukter er opdelt i 4 klasser (1,2, 4,5) i henhold til typiske anvendelsesområder og i henhold til værdierne af arbejdstryk (4,6,8,10 ATI):
- Klasse 1 (varmtvandsanlæg op til 60 °);
- klasse 2 (varmtvandssystemer op til 70 ° C);
- klasse 4 (gulvvarme- og radiatoranlæg op til 70 ° C);
- klasse 5 (radiatoranlæg op til 90 ° C).
F.eks. Kræves polypropylenrør for at fremstille et varmesystem med lav temperatur. Derefter på betegnelsen på rørets ydre overflade kan du bestemme det egnede materiale.
I dette tilfælde er ærmer med betegnelsen Klasse 4/10 meget velegnede, hvilket svarer til grænsetemperaturparameteren 70 ° C og den tilladte grænse for arbejdstrykket - 10 ATI.
Industrien producerer som regel universelle produkter. De fremstillede produkter understøttes af en omfattende klassificering. I dokumentationen for sådant materiale er markeringen af PP-rørene angivet ved standardlisten over tilladte parametre (klasse 1/10, 2/10, 4/10, 5/8 bar).

Hvert mærkeprodukt har på den ydre overflade en betegnelse for anvendelsesklassen, som faktisk bestemmer de operationelle parametre for det fremtidige design af boligopvarmning
I håb om at gøre opvarmningen i huset af polypropylen med dine egne hænder vælges hovedmaterialet normalt af skibsføreren i direkte forhold:
- fra de planlagte operationelle parametre;
- fra metoder til opvarmning af kølevæsken;
- fra det anvendte reguleringssystem.
Det anbefales også at beregne levetiden for det fremtidige varmesystem ved hjælp af parametrene:
- øverste værdier Trab and Prab;
- rørvægstykkelse;
- Udvendig diameter;
- sikkerhedsfaktor;
- varigheden af opvarmningssæsonen.
I gennemsnit bør polypropylens levetid være mindst 40 år.
Trin til samling af et system med PP-rør
Overvej hvordan man fremstiller en rørledning fra polypropylen under hensyntagen til installationens normer og regler. Starten af netværksproduktionen skal foregå med en grundig inspektion af alle detaljer i det fremtidige systems sæt. Komponenter (rør, fittings) skal være i god stand - ren, uden skader.
Det anbefales at bruge dele fra kun en producent. Arbejdsstedets omgivelsestemperatur er mindst + 5 ° C.

Et sæt dele til samling af et varmesystem fra polypropylenprodukter kombinerer forskellige tekniske komponenter, hvis anvendelse i konstruktionen af et teknisk projekt er obligatorisk
Sammenkobling af polypropylen dele af systemet er tilladt af en af tre typer svejsning:
- Polyfuse.
- Elektrosvejsning.
- Butt.
For at samle varme- og vandforsyningssystemerne produceres ikke kun polypropylenrør og fittings til svejsning. De fremstiller også specielle gevindfittings, der er nødvendige til installation af afstands- og reguleringsventiler med metalhus.
På selve polypropylenrørene udføres tråde hverken på fabrikken eller hjemme. De forbindes kun ved varm, sjældent kold svejsning.
Funktioner ved installationsarbejde
Alle komponenter, der bruges i installationen, i tilfælde af tilpasning til størrelse, skæres med en rørskærer eller en saks, der er specielt designet til dette formål.
Arbejdet med dette værktøj ledsages af et jævnt rent snit, som er et vigtigt punkt for at skabe en kvalitetstilslutning.

Ved hjælp af et sådant værktøj skæres polypropylen i størrelse - tilpasses til et specifikt område i det fremtidige varmesystem. Rørskærere - forskellige værktøjer i teknisk ydeevne. Håndteknologi, der ofte bruges til små rør.
Hvis det er påkrævet at udføre overgangen “plast-metal”, på varmt vand og varme rørledninger er det nødvendigt at anvende udelukkende montering overgange udstyret med en presset ind messing (forniklet) muffe med en gevind (intern eller ekstern). Stramningen af sådanne forbindelser udføres ved hjælp af båndtaster, hvis der ikke er nogen profil for en standardtast.
Traditionelt samles en polypropylenopvarmningsledning, inklusive med egne hænder, af polyfusionssvejsemaskinen ved legeringsmetoden. Et arbejds sæt enheder af enheder af denne art indeholder en gruppe dyser, der er lavet til forskellige diametre af et plastrør.
Det er nødvendigt at vælge passende dyser, installere dem på varmepladen og fastgør med skruer.

Polyfusion svejseteknik og -apparat nødvendigt til installation af et polypropylen-baseret opvarmningsprojekt. Dette værktøj giver dig mulighed for hurtigt og nemt at svejse individuelle dele af kredsløbet og skabe komplekse teknologiske enheder
Den aktuelle regulator for det multifuse svejseapparat indstiller driftstemperaturen som regel 250-270 ° C. Det er nødvendigt at vente, indtil enheden er fuldt opvarmet. Opnåelsen af betjeningstilstand er indikeret af en kontrol LED.
Nogle enheder inkluderer et kontakttermometer, der bestemmer opvarmningstemperaturen med en nøjagtighed på en grad.
Fremgangsmåde til svejsning af polypropylen
Trin for trin udfoldes alle handlinger normalt som følger:
- Mål og klip det krævede stykke ærme.
- Brug en skarp kniv til at afklare arbejdsenden i en vinkel på 30-40 °.
- Mål delen af ærmet inde i beslaget og markér kanten med en markør.
- Efterlad også aksiale mærker på delene for at forhindre roterende forskydning.
- Brug en trimmer, fjern plast- (top) og aluminium (midterste) lag på rørdelen af samlingen.
- Fedt de arbejdende (svejste) overflader med et specialværktøj.
- Fortsæt med proceduren for opvarmning af dele.
Den første, der satte beslag på, er fittingen i betragtning af denne tykkere vægstørrelse sammenlignet med røret. Fittingen skal sidde tæt på svejsemaskinens dysekroppe. Hvis fri leg observeres (leg, hængende), skal indretningen afvises.

Svejseproceduren for to separate komponenter - et polypropylenrør og fitting - giver en klar række af dele til smeltning. Den første, der altid går til ”bål” -beslag
Derefter indsættes den forarbejdede ende af polypropylenrøret inde i den anden dyse. Landingstætheden her skal også opfylde kriteriet for ensartet kontakt omkring hele omkredsen. Begge dele opbevares på varmepladen i den angivne tid:
| Deldiametermm | Opvarmningstidsek |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| Deldiametermm | Forpligtelse tidsek |
| 16 | 6 |
| 20 | 6 |
| 25 | 10 |
| 32 | 10 |
| 40 | 20 |
| 50 | 20 |
Efter styresekunderne fjernes delene fra dyserne og forbindes ved en jævn ensartet indføring af røret i fittingen (ekskl. Aksial forskydning).
Rørets indtræden i beslagets hulrum udføres op til markørmærket. Forbindelsen er dog ikke fuldstændig. Der skal være en intern afstand på ca. 1 mm.

Forbindelsen af to dele opvarmet til et smeltepunkt ved hjælp af et polyfuseapparat. Det er her vigtigt i en kort periode at udføre klare artikuleringshandlinger uden laterale og aksiale forskydninger
Efter tilslutning af PP-rørene ved lodning skal stedet for sammenføjning af delene forblive bevægelsesfrit (fast) i mindst 20 sekunder. I løbet af dette tidsrum hærder den smeltede plast, og der dannes en stærk, forseglet forbindelse.
For at opnå fuld styrke skal den svejste enhed holdes uden belastning i mindst 1 time. Ved en sådan teknik samles hele varmesystemet, hvilket producerer korte sektioner med deres efterfølgende integration i knudepunkter og bagagerumsledninger.
Regnskab for lineær ekspansion (komprimering)
Svingninger i eksterne og indre temperaturer fører uundgåeligt til lineær ekspansion eller sammentrækning af polypropylen. Disse funktioner skal overvejes under installationen af PP-rørledninger. Hvis de karakteristiske lineære ændringer i rørledningerne i varmesystemet ikke kompenseres i overensstemmelse hermed, resulterer denne tilstand i en reduktion af levetiden for hele aggregatet.
Kompensation for lineær ekspansion for polypropylenprodukter opnås på grund af selve materialets fleksibilitetsegenskaber. Det er kun nødvendigt at lægge bagagerumslinjerne korrekt. Korrekt installation sikrer rørledningens bevægelighed inden for den lineære ekspansion.
Hvordan sikres sådan installation? Meget simpelt. Installationssættet skal indeholde specielle kompensatorer, standardmonteringsklemmer, der består af faste og bevægelige elementer.

Diagrammet viser et eksempel på lineær ekspansionskompensation for en polypropylenrørledningsenhed. Metode - optimal placering af støttebeslag. Den korrekte rækkefølge af faste (NK) og bevægelige (PC) beslag hjælper med at udligne skiftet
Lineær ekspansion kan også kompenseres ved forspænding af rørledningen. Denne fremgangsmåde forkorter forlængelseslængden. I dette tilfælde er forspændingsretningen direkte modsat linear ekspansion.
Funktioner ved bagagerum installation
Lægning af polypropylenledninger under tyngdekraftvarmeanlægget udføres i overensstemmelse med standarderne (GOST 21.602-79; GOST 21.602-2003), der bestemmer linjens mindste hældning mod det laveste punkt på niveauet 0,5%. På samme tid, på det nederste punkt, er placeringen af en dræningsenhed med et dræningskranke påkrævet.
Rørledninger skal opdeles i sektioner med mulighed for at afskære disse sektioner ved hjælp af afstandsventiler, for eksempel i tilfælde af en ulykke. Kontrolventiler og afstengningsventiler, før de installeres på stedet, skal kontrolleres for driftsevne og kvaliteten af lukning / åbning.

Når man installerer et varmesystem med kølevæskets tyngdepunktbevægelse, er skråningen et vigtigt teknologisk kriterium. Korrekt udført skråning er nøglen til effektivt og produktivt byggeri
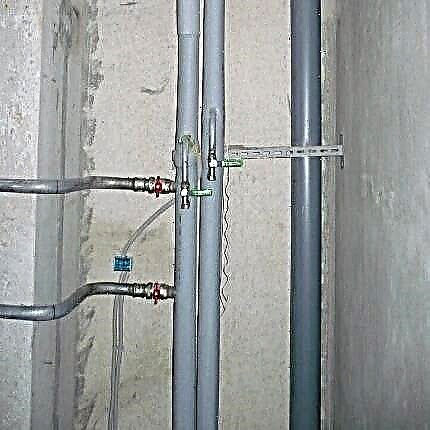
Ved montering af stigerørene skal man være særlig opmærksom på faste understøtninger og konstruktionen af en korrekt lineær ekspansionskompensationsordning.
Den krævede stigerørskompensationsparameter kan leveres på to måder:
- Bevægelige understøtter.
- Kompensationssløjfe.
Til en variant af en variant inden for rammerne af almindelig husholdningsejendom, anvendes som regel kun den første metode. Faste understøtninger placeres på en stigerør i området under og over tee eller på rørkoblingen. Denne holder fjerner stigningen i stigeren.
Varmesystemets ledninger skal isoleres, inklusive fittings og ventiler. Undtagelsen er rørsektioner, der er lagt direkte i stuen, som i det væsentlige er en fortsættelse af varme radiatorer. Det er praktisk at bruge isolerende rør af polyurethanskum som isolering.
Opvarmningsradiatorbåndet er et eksempel på forarbejdning og lodning af polypropylenprodukter ved hjælp af specialværktøjer.
Udseendet af rør, der er fremstillet på basis af polypropylen og deres anvendelse i praksis, kan reducere besværligheden ved installation af varmesystemer på enheden, herunder med egne hænder, markant. Dette moderne materiale åbner flere muligheder for ejere af private huse, hvor varmesystemer drives af interne kilder - gas, elektriske, fyrede fyrede kedler.
Fortæl os om din egen erfaring opnået under samlingen af rørledningen fra polypropylenrør. Del nyttige teknologiske nuancer, der ikke er dækket i artiklen, med besøgende på webstedet. Skriv kommentarer i blokken herunder, still spørgsmål, offentliggør fotos om artiklen.